- Catalogues
- COMALL FRANCE
- TTK 1000
- Produits
- Catalogues
- News & Trends
- Salons
TTK 1000
1 /2Pages
TTK 1000
1 /2Pages
Extraits du catalogue

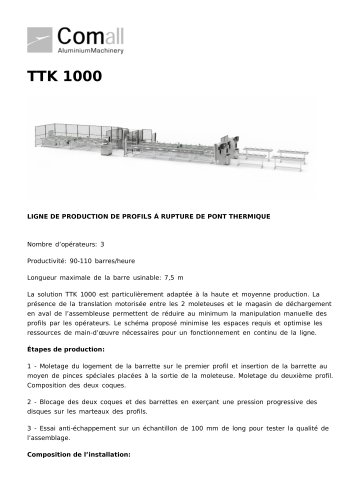
LIGNE DE PRODUCTION DE PROFILS À RUPTURE DE PONT THERMIQUE Nombre d’opérateurs: 3 Productivité: 90-110 barres/heure Longueur maximale de la barre usinable: 7,5 m La solution TTK 1000 est particulièrement adaptée à la haute et moyenne production. La présence de la translation motorisée entre les 2 moleteuses et le magasin de déchargement en aval de l’assembleuse permettent de réduire au minimum la manipulation manuelle des profils par les opérateurs. Le schéma proposé minimise les espaces requis et optimise les ressources de main-d’œuvre nécessaires pour un fonctionnement en continu de la ligne. Étapes de production: 1 - Moletage du logement de la barrette sur le premier profil et insertion de la barrette au moyen de pinces spéciales placées à la sortie de la moleteuse. Moletage du deuxième profil. Composition des deux coques. 2 - Blocage des deux coques et des barrettes en exerçant une pression progressive des disques sur les marteaux des profils. 3 - Essai anti-échappement sur un échantillon de 100 mm de long pour tester la qualité de l’assemblage.
Ouvrir le catalogue en page 1
• Convoyeurs à rouleaux de chargement 2,4 m • TAB 101 ou TAB 100 ou TAB 100 M • Unité de transfert modulaire double • TAB 200 ou TAB 200 M • Magasin modulaire double • TAB 400 ou T
Ouvrir le catalogue en page 2Tous les catalogues et fiches techniques (PDF) COMALL FRANCE
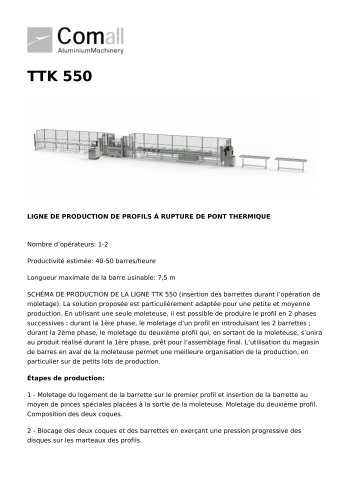 TTK 550
TTK 5502 Pages
 SAM 450
SAM 4502 Pages
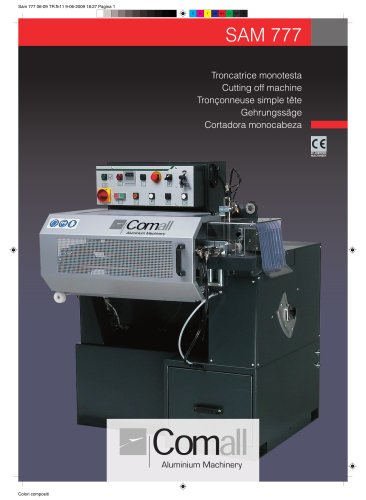 Sam 777
Sam 7772 Pages
 TRIM 300 03-1
TRIM 300 03-12 Pages
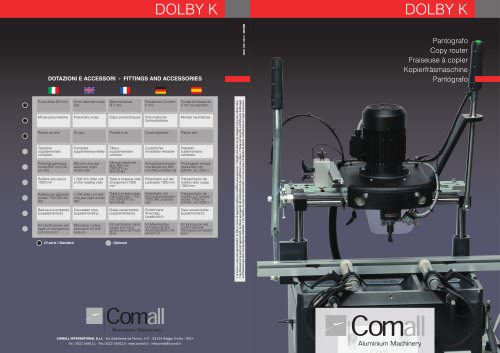 DOLBY K_16
DOLBY K_162 Pages
 MATRIX CNE 30
MATRIX CNE 302 Pages
 NT
NT2 Pages
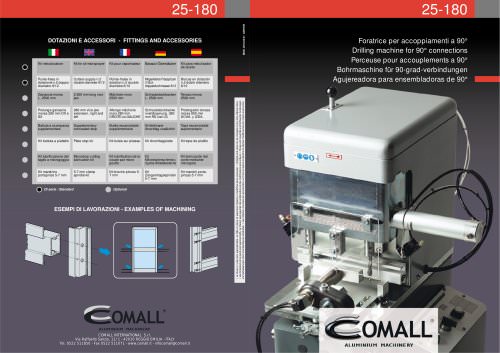 25-180
25-1802 Pages
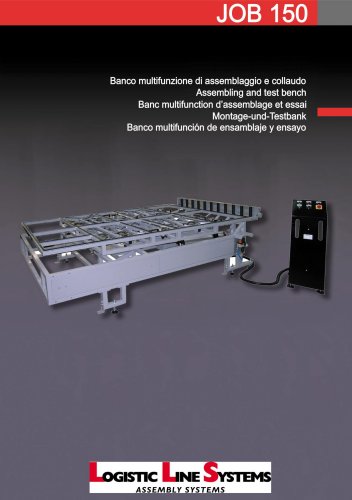 JOB 150
JOB 1502 Pages
 CARR-JOB-MAG
CARR-JOB-MAG2 Pages
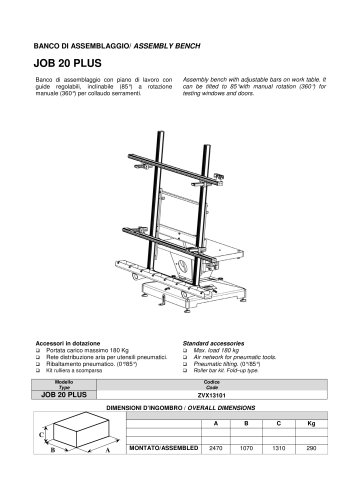 JOB 20 PLUS
JOB 20 PLUS1 Page
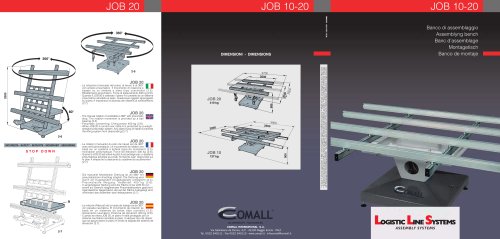 JOB 10-20
JOB 10-202 Pages
 JOB 1000 PLUS S-E
JOB 1000 PLUS S-E2 Pages
 MAG 800
MAG 8003 Pages
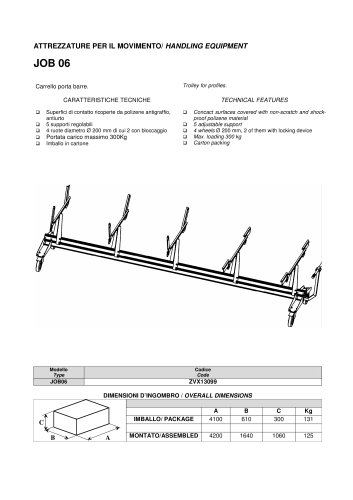 JOB 06
JOB 061 Page
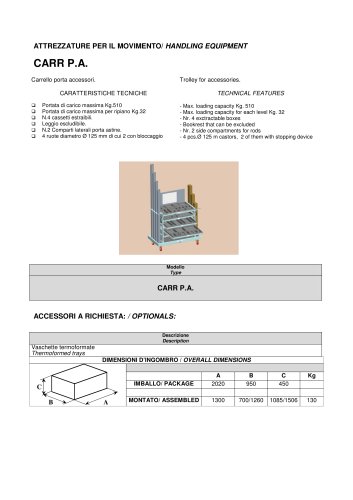 CARR P.A
CARR P.A1 Page
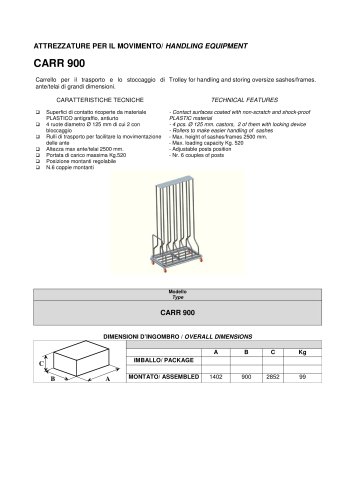 CARR 900
CARR 9001 Page
 CARR 100_300_400_500_600
CARR 100_300_400_500_6002 Pages
 CARR-MAG_2013
CARR-MAG_20132 Pages
 MIC 45
MIC 452 Pages
 MTA 400 A-M
MTA 400 A-M2 Pages
- Écran LCD
- Moniteur pour l'industrie
- Ligne de sciage pour métaux
- Ligne de sciage automatique
- Écran encastrable
- Scie à tronçonner
- Scie pour aluminium
- Machine à scier à onglet
- Moniteur pour machine CNC
- Fraiseuse à copier
- Unité de production
- Détoureuse à copier
- Sertisseuse d'angles
- Unité de production pour la construction
- Détoureuse à copier pour PVC
- Sertisseuse d'angles automatique
- Fraiseuse à copier à 3 axes
- Détoureuse à copier monobroche
- Fraiseuse à copier verticale
- Sertisseuse d'angles semi-automatique