- Catalogues
- Johnson Pump
- TopLobe - Pompes à lobes
- Produits
- Catalogues
- News & Trends
- Salons
TopLobe - Pompes à lobes
1 / 8 PagesVisionner le catalogue complet
TopLobe - Pompes à lobes
Résumé du catalogue produit
Introduction
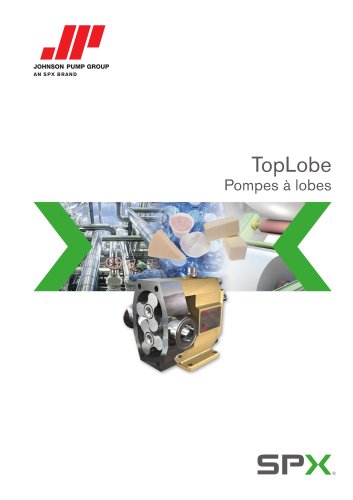
La pompe TopLobe, développée par Johnson Pump, se distingue par sa conception innovante qui facilite la maintenance et le nettoyage, minimisant ainsi les arrêts de production. Elle est adaptée à de nombreuses applications industrielles.
Caractéristiques principales
Applications
Conception et Maintenance
Données techniques
La gamme TopLobe comprend 12 modèles avec des connexions de 20 à 150 mm, des débits jusqu'à 112 m3/h et des pressions différentielles de 22 bar.
Conclusion
La pompe TopLobe est une solution polyvalente et efficace pour diverses industries, offrant des performances fiables et une maintenance simplifiée.
La pompe TopLobe, développée par Johnson Pump, se distingue par sa conception innovante qui facilite la maintenance et le nettoyage, minimisant ainsi les arrêts de production. Elle est adaptée à de nombreuses applications industrielles.
Caractéristiques principales
- Débit régulier et respect de la texture du produit.
- Fonctionnement à sec possible et pompage de produits de viscosité variable.
- Fiabilité et qualité de fonctionnement exceptionnelles avec un haut rendement.
- Conception hygiénique et faible niveau sonore.
- Maintenance simple et rapide avec étanchéité standard EN possible.
Applications
- Alimentaire: Conception hygiénique idéale pour le transfert de fluides à viscosité variable, respectant la texture des produits fragiles.
- Chimie fine: Adaptée aux exigences similaires des secteurs alimentaire et pharmaceutique, offrant productivité et nettoyage NEP.
- Pharmaceutique: Avantages grâce à des matériaux à faible taux de carbone et un débit précis.
- Industrie chimique et papetière: Conçue pour le transfert de boues, pâtes et produits chimiques agressifs.
Conception et Maintenance
- Couvercle d’étanchéité: Accès rapide aux garnitures, hygiénique et interchangeable.
- Rotor tri-lobes: Montage/démontage aisés, respect du produit pompé.
- Corps de pompe: Construction robuste, surfaces lisses, nettoyage facile.
- Engrenages hélicoïdaux: Faible niveau sonore, entretien aisé.
Données techniques
La gamme TopLobe comprend 12 modèles avec des connexions de 20 à 150 mm, des débits jusqu'à 112 m3/h et des pressions différentielles de 22 bar.
Conclusion
La pompe TopLobe est une solution polyvalente et efficace pour diverses industries, offrant des performances fiables et une maintenance simplifiée.
Voir plus
Tous les catalogues et fiches techniques (PDF) Johnson Pump
 Série TLP POMPE À LOBES
Série TLP POMPE À LOBES8 Pages
 TopAir-series
TopAir-series8 Pages
 OptiFlo
OptiFlo8 Pages
 TopAir
TopAir8 Pages
 CombiBlocHorti
CombiBlocHorti16 Pages
 TopLobe
TopLobe8 Pages
 FIP
FIP4 Pages
 Uniglide-e
Uniglide-e2 Pages
 AirV
AirV2 Pages
 Marine Catalog GB
Marine Catalog GB56 Pages
 Horticulture - Circulation Pumps
Horticulture - Circulation Pumps16 Pages
 TopGear, Internal gear pumps
TopGear, Internal gear pumps4 Pages
 FreFlow-EN, Centrifugal pump
FreFlow-EN, Centrifugal pump8 Pages







Catalogues archivés
 Stockez avec Johnson Pump
Stockez avec Johnson Pump4 Pages
 Sweet move pour Johnson Pump
Sweet move pour Johnson Pump4 Pages
 CombiChem / CombiMag
CombiChem / CombiMag12 Pages

Recherches associées
- Pompe industrielle Bourn And Koch
- Pompe électrique Bourn And Koch
- Pompe stationnaire Bourn And Koch
- Pompe à eau Bourn And Koch
- Pompe centrifuge Bourn And Koch
- Pompe auto-amorçante Bourn And Koch
- Pompe pour produits chimiques Bourn And Koch
- Pompe en acier inoxydable Bourn And Koch
- Pompe pour lubrifiants Bourn And Koch
- Pompe à huile Bourn And Koch
- Pompe immergée Bourn And Koch
- Pompe d'aspiration Bourn And Koch
- Pompe de transfert Bourn And Koch
- Pompe pour l'industrie chimique Bourn And Koch
- Pompe à membrane Bourn And Koch
- Pompe compacte Bourn And Koch
- Pompe à rotor
- Pompe pneumatique Bourn And Koch
- Pompe grand débit Bourn And Koch
* Les prix s'entendent hors taxe, hors frais de livraison, hors droits de douane, et ne comprennent pas l'ensemble des coûts supplémentaires liés aux options d'installation ou de mise en service. Les prix sont donnés à titre indicatif et peuvent évoluer en fonction des pays, des cours des matières premières et des taux de change.