- Catalogues
- PCM
- Brochage rotatif
- Produits
- Catalogues
- News & Trends
- Salons
Brochage rotatif
1 /20Pages

Brochage rotatif
1 /20Pages
Extraits du catalogue

Brochage rotatif
Ouvrir le catalogue en page 1
Pourquoi le brochage rotatif (USP) : Jusqu'à 80% de réduction des forces Durée de vie plus longue de l’appareil Temps de cycle plus rapide Possibilité de réaliser des profils complexes Plus rapide que le fraisage Torx Profil réalisable en une seule
Ouvrir le catalogue en page 2
Pourquoi le brochage rotatif fonctionne : La conception inclinée à 1°permet une réduction de la force de poussée nécessaire jusqu'à 80% lorsque l'avance est correctement adaptée. Cette importante réduction est due à la concentration de la force de poussée de la machine sur une petite partie de la section du profil à brocher. La pièce à usiner et le poinçon sont autosynchronisées. En rotation, la face avant de la broche coupe successivement chaque partie de la section du profilé. La précision du profilé dépend de la précision du poinçon, mais aussi d'un réglage précis du centre, ce qui augmente...
Ouvrir le catalogue en page 3
Comment fonctionne le brochage rotatif : 1° Ce croquis montre l'effet d’oscillation lors d’une rotation autour de son propre axe. Sur les machines tournantes, le même effet se produit, mais il est invisible car le corps ne tourne pas et le 1° n'est pas visible.
Ouvrir le catalogue en page 4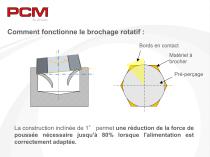
Comment fonctionne le brochage rotatif : Bords en contact Matériel à brocher Pré-perçage La construction inclinée de 1° permet une réduction de la force de poussée nécessaire jusqu'à 80% lorsque l'alimentation est correctement a
Ouvrir le catalogue en page 5
Avant dégagement Taille A/C 0.5° 1° 1° Taille chanfrein Taille trou Normalement, les trous doivent être un peu plus grands que la dimension effective des plats du poinçon. Les indications cidessus peuvent être réduites pour les matériaux tendres et augmentées dans des conditions difficiles (max. 85
Ouvrir le catalogue en page 6
Espace pour l'accumulation de copeaux Nous recommandons 1,3 / 1,5 x la profondeur du profil ; le dégagement doit être suffisant pour les copeaux. Si la pièce doit être traitée (c'est-à-dire cémentée), il peut être nécessaire de percer les copeaux avec un foret 0,1/0,2 plus petit que le foret initial. Cette opération élimine le risque d'avoir des copeaux accumulés à l’arrière et donc de rouille par la suite. L'excentricité des pré-perçages ne dépasse pas 0,02 pour les petites tailles de broches et
Ouvrir le catalogue en page 7
Paramètre de coupe Vc : En raison de l'auto-synchronisation du matériau avec la broche, la vitesse de coupe (Vc) n’a pas d’impact sur l’usinabilité. Ce n'est qu'au début du brochage, lorsque la broche touche le matériau, que les arêtes peuvent se casser si la vitesse est trop élevée. Pour cette raison, nous recommandons pour les premiers 1mm une vitesse réduite de 500 rpm maximum. Si la broche tourne de manière synchrone avec le matériau, la vitesse peut être augmentée. Nous ne recommandons pas des vitesses supérieures à 2000 rpm. Cela dé
Ouvrir le catalogue en page 8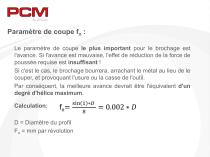
Paramètre de coupe fn : Le paramètre de coupe le plus important pour le brochage est l'avance. Si l'avance est mauvaise, l'effet de réduction de la force de poussée requise est insuffisant ! Si c'est le cas, le brochage bourrera, arrachant le métal au lieu de le couper, et provoquant l'usure ou la casse de l'outil. Par conséquent, la meilleure avance devrait être l'équivalent d'un degré d'hélice maximum. Calculation: D = Diamètre du profil Fn = mm par r
Ouvrir le catalogue en page 9
Spirale : Problème : La spirale de la forme brochée est causée par le jeu arrière de la broche. Comme la broche est entraînée par le bord d'attaque du trou (ID) contre la surface la plus proche de la broche (BB), l'espace entre la broche et le trou causé par le jeu arrière permet à la broche de tourner légèrement et de découper une spirale comme le montre la figure. Une spirale se produira également si la broche n'est pas correctement centrée.
Ouvrir le catalogue en page 10
Pré-réglage pour un centrage exact : Le support de préréglage (1) avec l'alésage H6, tournez le porte-outil (2) avec la broche (3) ensemble munie de la jauge (4) de la même longueur "L" que le poinçon, pour obtenir une excentricité maximale de 0,02 sur la position droite de la jauge, contrôlée avec l'horloge (5). 4 vis radiales facilitent cette opération. Contrôler à nouveau après le serrage des 4 vis
Ouvrir le catalogue en page 11
Réglage du centrage directement sur la machine : Le réglage sur la machine offre l'avantage de corriger le désalignement entre la broche de la machine et l'alésage de la tourelle. Mais le principal inconvénient de cette méthode est que le réglage n'est valable que pour un seul trou de la tourelle sur la machine. Le diamètre (1) est fourni avec la jauge (2) de longueur " L " équivalente à celle de la broche et du support. Fixer le support magnétique avec l'horloge sur la face du mandrin. Placer la pointe à la bonne longueur sur la jauge. Faire tourner la broche de la machine. Régler la concentricité...
Ouvrir le catalogue en page 12
Réglage du centrage directement sur la machine :
Ouvrir le catalogue en page 13
Outils de brochage sans réglage :
Ouvrir le catalogue en page 14
Outils de brochage avec réglage :
Ouvrir le catalogue en page 15
Outils de brochage pour les machines de Star Micronics : Pour utiliser l'outil de brochage de type "2160" sur la broche arrière de la machine Star Micronics, une plaque d'adaptation est nécessaire. Adaptateur 2160-220
Ouvrir le catalogue en page 17Tous les catalogues et fiches techniques (PDF) PCM
 BROCHAGE
BROCHAGE20 Pages
 TOOL HOLDERS FOR FRONTAL LATHES
TOOL HOLDERS FOR FRONTAL LATHES16 Pages
 PINCES DE TARAUDAGE
PINCES DE TARAUDAGE20 Pages
 HYDRO-LINE
HYDRO-LINE32 Pages
 TORNOS DECO 20
TORNOS DECO 2036 Pages
 TORNOS DECO 13
TORNOS DECO 1332 Pages
 TSUGAMI
TSUGAMI82 Pages
 R04-R07
R04-R0718 Pages
 M532
M53260 Pages
 M20-M32
M20-M32108 Pages
 M12-M16
M12-M1696 Pages
 L20
L2078 Pages
 L12
L1264 Pages
 K12E-K16E
K12E-K16E48 Pages
 D25
D2544 Pages
 B12/16E
B12/16E12 Pages
 KSE510-2x-IK
KSE510-2x-IK4 Pages
 TOOL HOLDERS TORNOS DECO 10.
TOOL HOLDERS TORNOS DECO 10.28 Pages
 TOOL HOLDERS STAR MICRONICS.
TOOL HOLDERS STAR MICRONICS.64 Pages
 TOOL HOLDERS CITIZEN CINCOM A20.
TOOL HOLDERS CITIZEN CINCOM A20.36 Pages
 PCM COMPANY PRESENTATION.
PCM COMPANY PRESENTATION.16 Pages



- Mandrin DIN
- Mandrin de perçage
- Porte-outil pour l'usinage
- Porte-pince
- Porte-outil à pince
- Porte-outil de perçage
- Porte-pince ER
- Porte-outil de coupe
- Porte-pince DIN
- Porte-outil d'alésage
- Mandrin à pince de blocage
- Mandrin cylindrique
- Porte-outil à pince de blocage
- Porte-outil de précision
- Porte-outil hydraulique
- Porte-pince de taraudage
- Porte-outil cylindrique
- Porte-outil flottant